Контроль поверочными линейками и плитами. Контроль отклонений формы. Отклонения формы листа и ленты
точность - 3.1.1 точность (accuracy): Степень близости результата измерений к принятому опорному значению. Примечание Термин «точность», когда он относится к серии результатов измерений, включает сочетание случайных составляющих и общей систематической… …
длина - 3.1 длина (length) l: Наибольший линейный размер лицевой грани измеряемого образца. Источник: ГОСТ Р ЕН 822 2008: Изделия теплоизоляционные, применяемые в строительстве. Методы измерения длины и ширины … Словарь-справочник терминов нормативно-технической документации
определение - 2.7 определение: Процесс выполнения серии операций, регламентированных в документе на метод испытаний, в результате выполнения которых получают единичное значение. Источник … Словарь-справочник терминов нормативно-технической документации
отклонение - 1.3.2.28 отклонение: Максимальное отклонение от температурной уставки, указанное изготовителем. Источник: ГОСТ Р 51983 2002: Устройства многофункциона … Словарь-справочник терминов нормативно-технической документации
Требования - 5.2 Требования к вертикальной разметке 5.2.1 На поверхность столбиков, обращенную в сторону приближающихся транспортных средств, наносят вертикальную разметку по ГОСТ Р 51256 в виде полосы черного цвета (рисунки 9 и 10) и крепят световозвращатели … Словарь-справочник терминов нормативно-технической документации
испытание - 3.10 испытание: Техническая операция, заключающаяся в определении одной или нескольких характеристик данной продукции, процесса или услуги в соответствии с установленной процедурой. Источник: ГОСТ Р 51000.4 2008: Общие требования к аккредитации… … Словарь-справочник терминов нормативно-технической документации
Проведение контроля - 3.2. Проведение контроля. Контроль следует проводить на столе, длина которого должна быть не менее длины контролируемого изделия, а ширина превышать ширину изделия не менее чем на 300 мм. При всех измерениях (кроме контроля толщины) и… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 60204-1-2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования - Терминология ГОСТ Р МЭК 60204 1 2007: Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования оригинал документа: TN систем питания Испытания по методу 1 в соответствии с 18.2.2 могут быть проведены для каждой цепи… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 1759.4-87: Болты, винты и шпильки. Механические свойства и методы испытаний - Терминология ГОСТ 1759.4 87: Болты, винты и шпильки. Механические свойства и методы испытаний оригинал документа: 6.8.1.5. Восстановление углерода процесс восстановления в поверхностном слое углерода, потерянного при термообработке, путем… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 8747-88: Изделия асбестоцементные листовые. Методы испытаний - Терминология ГОСТ 8747 88: Изделия асбестоцементные листовые. Методы испытаний оригинал документа: 4.5. Обработка результатов Предел прочности при изгибе (si) образцов, испытанных по черт. 10 и 11, вычисляют в мегапаскалях (килограммах силы на… … Словарь-справочник терминов нормативно-технической документации
Контрольно-измерительные средства - в технике, обобщённое название группы средств, применяемых для измерения и контроля линейных и угловых размеров деталей и готовых изделий. Технические средства с нормированными метрологическими параметрами или свойствами, предназначенные… … Большая советская энциклопедия
Книги
- Теория и практика автоматизации высокоточных измерений в прикладной геодезии. Серия: Gaudeamus , Савиных Виктор Петрович , 394 стр. В монографии рассматриваются основы теории автоматического управления, вопросы автоматизации высокоточных инженерно-геодезических измерений при выполнениистворных наблюдений, при… Категория: Учебники для ВУЗов Серия: Gaudeamus Издатель: Академический проект , Производитель: Академический проект , Купить за 1023 грн (только Украина)
- Теория и практика автоматизации высокоточных измерений в прикладной геодезии , Савиных Виктор Петрович , В монографии рассматриваются основы теории автоматического управления, вопросы автоматизации высокоточных инженерно-геодезических измерений при выполнении створных наблюдений, при контроле… Категория: География и науки о Земле Серия: Gaudeamus Издатель:
Результаты измерения углов проходного резца
ЛАБОРАТОРНАЯ РАБОТА №6
1. Цель работы:
Изучить устройства и правила пользования средств измерения прямолинейности, плоскостности, горизонтальности и шероховатости поверхности.
2. Регламент работы: 1 час 20 минут.
3. Оборудование рабочего места:
3.1 Методические указания по данной работе
3.2 Плакаты
3.3 Линейки, уровни, плиты, головка блока, гильзы, пальцы, краска, кисть, образцы.
4. Теоретическая часть:
Точность геометрических параметров деталей, характеризуется точностью не только размеров её элементов, но и точностью формы и взаимного расположения поверхностей. Отклонения (погрешности) формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента и приспособления; деформации обрабатываемого изделия; неравномерности припуска на обработку и т. д.
Форма плоских поверхностей характеризуется прямолинейностью и плоскостностью.
Отклонение от прямолинейности ∆ наибольшее расстояние от точек реального профиля 2 до прилегающей прямой 1 в пределах нормируемого участка (рис. 6.1, а. б.). Отклонение от плоскостности – наибольшее расстояние от точек реальной поверхности 2 до прилегающей поверхности 1 в пределах нор -
мируемого участка (рис. 6.1. в.). Частными видами отклонения от прямолинейности и плоскостности являются выпуклость (рис. 6.1. а.), при которой отклонения уменьшаются от краёв к середине и вогнутость (рис. 6.1 б.) – характер отклонений обратный.
Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины.
Под горизонтальностью понимается – положение проверяемой плоскости относительно горизонта.
По значению отклонений плоские поверхности делят на 16 степеней точности в соответствии с установленными допусками плоскостности и прямолинейности в пределах нормируемого участка. С увеличением степени точности размер допуска увеличивается.
 |
Измерение прямолинейности производится поверочными линейками (ГОСТ 8026-64) типов ЛД, лекальные с двухсторонним скосом, ЛТ – лекальные трёхгранные, ЛЧ – лекальные четырёхгранные (рис. 6.2.) «на просвет» и линейками типов ШП, ШД и ШМ – методом линейных отклонений. (ШП – с широкой рабочей поверхностью прямоугольного сечения; ШД – с широкой рабочей поверхностью двутаврового сечения; ШМ – с широкой рабочей поверхностью, мостики).Проверка плоскостности производится поверочными линейками типов ШП, ШД и УТ – угловые трёхгранные, «на краску» и методом линейных отклонений («от плиты»).
1) Лекальные линейки бывают четырёх типов: с односторонним скосом длиной от 75 до 125 мм, с двухсторонним скосом от 175 до 225 мм, трёхгранные длиной 300 и 400 мм и четырёхгранные длиной 500 мм. Лекальные линей-
ки делятся на два класса 0 и 1.
2) Линейки с широкой рабочей поверхностью делятся на четыре типа: стальные прямоугольного сечения от 500 до 2000 мм и чугунные мостики от 500x4 до 4000x100 мм.
В ремонтном производстве распространены линейки размером не более 1000 мм. линейки подразделяют на три класса: 1, 2 и 3.
Угловые линейки служат для одновременного контроля плоскостности и угла между двумя пересекающими поверхностями (например, при контроле «ласточкина хвоста»). Эти линейки от 250 до 1000 мм применяются для проверки «на краску».
Угловые линейки имеют трёхгранное сечение и две шаброванные плоскости, образующие рабочий угол.
Плиты . Поверочная плита является основным средством проверки плоскостности поверхности «на краску». Плиты изготавливают из чугуна размерами от 100x200 до 1000x1500 мм четырёх классов: 0, 1, 2 и 3. 0, 1, 2 классы относятся к поверочным плитам, а 3 класса – к разметочным. Рабочая поверхность повероч ных плит, предназначенная для проверки «на краску» должна быть шаброванной или чисто шлифованной, а разметочная – строганной. Плиты проверяют также «на краску». К 0 и 1 классам относятся плиты, у которых число пятен со стороной 25 мм – не менее 25, у плит 2 класса – не менее 20, а у плит 3 класса – не менее 12. Плиты на своей поверхности не должны иметь коррозийных пятен или раковин. Поверочные плиты используют в качестве базы для различных контрольных операций с применением универсальных средств измерения (рейсмусов, индикаторных стоек и т.д.).
Для контроля горизонтального, вертикального положения плоскостей различных деталей, а также для проверки прямолинейности и плоскостности длинных поверхностей применяют уровни. Они также применяются при монтаже оборудования и для проверки точности станков.
В практике измерения наиболее распространены уровни брусковые (слесарные) и рамные ГОСТ 9392-60 (рис.6.3 а,б). Брусковые и рамные уровни имеют корпус 1 с измерительными поверхностями 4, основную ампулу 2 и установочную ампулу 3. Уровень устанавливают на проверяемой поверхности с помощью ампулы 3 так, чтобы ампула 2 находилась в горизонтальной плоскости. По ампуле 2 измеряют отклонение поверхности от горизонтальности и вертикальности (только рамным уровнем). Ампула уровней (рис. 6.4) представляет собой цилиндрическую трубку, заполненную эфиром так, что внутри трубки остаётся пузырёк воздуха, насыщенный парами эфира. Внутренняя поверхность ампулы имеет бочкообразную форму, поэтому при горизонтальном расположении уровня пузырёк занимает верхнее положение.
На наружной поверхности ампулы нанесена шкала с интервалом делении 2 мм. при наклоне пузырёк перемещается относительно нейтрального положения (пульпункта) пропорционального угла наклона. По шкалам ампулы изме-
 ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
ряют наклон уровня в миллиметрах, отнесённый к длине равной 1 м. Цена деления ампул уровней составляет 0,02; 0,05; 0,10 и 0,15 мм-м и погрешность не должна превышать соответственно ± 0,004; 0,0075; 0,015 и 0,02 ммм. Наклон поверхности уровня на 0,01 ммм соответствует углу 2 градуса.
Можно пользоваться формулой: Еº = 200 Ƭ· n, где Ƭ – цена деления в (мм-м), а n – число делении, на которое сместится пузырёк.
Предел допускаемой погрешности рамных и брусковых уровней при установке их основанием на горизонтальную плоскость или на горизонтально расположенный цилиндр, а также при установке рамного уровня (любой из его вертикальных рабочих поверхностей по вертикальной плоскости или вертикальному цилиндру) равен отклонению основной ампулы от среднего (нулевого) положения на 1-4 деления.
 При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
При установке рамного уровня верхней стороной корпуса по горизонтальной поверхности или горизонтальному цилиндру предел допускаемой погрешности равен ½ деления ампулы. Уровни по цене основной ампулы классифицируется (по ГОСТ 9392-60) следующим образом:
Оптические квадранты – приборы, в которых угломер соединён с уровнем. Они предназначены для измерения углов наклона плоских и цилиндрических поверхностей различных изделий.
Шероховатость поверхности –совокупность неровностей поверхности с относительно малыми шагами образующих рельеф поверхности детали выделенная на базовой длине ℓ.
Шероховатость поверхности изделия оценивают сличением ее с образцами шероховатости.
Для этой цели обычно используют образцы плоской или цилиндрической
рабочей поверхностью. Их изготавливают из стали, чугуна, латуни и других материалов, обрабатывая с различной шероховатостью поверхности. Образцы из одного и того же материала и одного и того же вида обработки монтируют в специальной металлической рамке. Рамки комплектуют в набор, причем для каждого материала и вида обработки подбирают образцы разных классов точности, которые могут получиться при данном виде обработки.
Сравнение поверхностей изделия и образцов обычно производят путём осмотра или на ощупь, проводя ногтем поперёк следов обработки. Контроль на ощупь имеет некоторое преимущество перед осмотром на глаз. Оба способа в состоянии обеспечить надёжную оценку в границах 3-5 классов шероховатости. Точность сравнения может быть повышена до 8 класса шероховатости, если применить лупу 4-6 кратного увеличения.
Контактные измерения шероховатости выполняются непрерывным ощупыванием поверхности изделия – при помощи профилометра (за счет перемещения алмазной иглы).
5. Порядок выполнения работы.
5.1 Проверка прямолинейности по методу световой щели (на просвет) или по методу следа.
 |
При проверке «на просвет» (методом световой щели) для сравнения используют образец просвета (рис. 6,5). Лезвие линейки накладывают на поверхность проверяемую в нужном направлении. По световой щели между рабочим ребром и объектом судят о размере отклонений от прямолинейности.
Для повышения точности наблюдений необходимо создать достаточно яркое и равномерное освещение щели с другой стороны линейки. Образец просвета выполняется из микронного набора концевых мер, доведенного бруска с широкой рабочей поверхностью и лекальной линейки. На брусок устанавливают две одинаковые меры (по краям), а между ними располагают концевые меры таких размеров, чтобы создавалась щель с увеличением просвета 1, 2, 3 и т.д. мкм до необходимого наибольшего просвета. Погрешность измерения при-
мерно 1-3 мкм.
При проверке методом следа рабочее ребро линейки проводят по чистой доведённой поверхности изделия. После этого на поверхности контролируемого изделия остаётся тонкий световой след. Если поверхность имеет неплоскостность, то след будет прерывистым. При проверке плоскости необходимо устанавливать лекальную линейку последовательно в нескольких положениях и определять отклонения от прямолинейности в каждом направлении.
5.2 При измерении по методу линейных отклонений линейку укладывают на две одинаковые опоры, расположенные на проверяемой поверхности и определяют расстояния от линейки до поверхности с помощью щупов концевых мер длины или специального прибора с измерительной головкой. Опоры располагают на расстоянии 0,21 длины линейки от её концов.
При измерении методом «на краску» рабочую поверхность линейки покрывают тонким слоем краски. Затем линейку накладывают на проверяемую поверхность. Линейке сообщают продольное перемещение и определяют плоскостность по расположению пятен. Так как проверяемая поверхность практически состоит из возвышенностей и впадин, то на возвышенностях тоже остаётся краска. При хорошей плоскостности изделия пятна располагаются равномерно по всей поверхности. Следовательно, количество пятен на заданной площади будет достаточно точно характеризовать плоскостность. За расчетную площадь, на которой рассматривают характер распределения пятен, принимают квадрат со стороной 25 мм.
Для металлообрабатывающих станков на указанном квадрате допускается не менее 9 пятен, для плит и приспособлений – 16, для контрольных плит и точных станков – 25, для измерительных приборов 30 пятен.
Число пятен для различных поверхностей приведены в таблице 6.1.
Под измерением понимается сравнение одноименной величины (длины с длиной, угла с углом, площади с площадью и т. д.) с величиной, принимаемой за единицу.
Все средства измерения и контроля, используемые в слесарном деле, возможно поделить на контрольно-измерительные приборы и измерительные инструменты.
К первой группе относят:
– инструменты для прямолинейности и контроля плоскостности;
– плоскопараллельные концевые меры длины (плитки);
– штриховые инструменты, воспроизводящие любое кратное либо дробное значение единицы измерения в пределах шкалы (штангенинструменты, угломеры с нониусом);
– микрометрические инструменты, основанные на действии винтовой пары (микрометры, глубиномеры и микрометрические нутромеры).
К группе измерительных устройств (вторая несколько) относят:
– рычажно-механические (индикаторы, индикаторные нутромеры, рычажные скобы, миниметры);
– оптико-механические (оптиметры, инструментальные микроскопы, проекторы, интерферометры);
– электрические (профилометры и др.). Вышеуказанные измерительные средства являются правильным, дорогостоящим инструментом, исходя из этого при пользовании им и хранении нужно выполнять правила, изложенные в соответствующих руководствах.
Потом коротко обрисовано использование и устройство чаще всего используемых при слесарных работах инструментов.
Лекальные линейки изготовляют трех типов: с двусторонним скосом (ЯД) длиной 80, 125, 200, 320 и (500) мм; трехгранные (ЛТ) - 200 ,и 320 мм и четырехгранные (ЛЧ) – 200, 320 и (500) мм (рис. 365, а-в).
Проверка прямолинейности лекальными линейками производится по методу световой щели (на просвет) либо по методу следа. При проверке прямолинейности по методу световой щели лекальную линейку накладывают острой кромкой на контролируемую поверхность, а источник света помещают позади детали и линейки.
Линейку держат строго вертикально на уровне глаз, замечая за просветом между поверхностью и линейкой в различных местах по длине линейки. Наличие просвета между деталью и линейкой говорит об отклонении от прямолинейности.
При достаточном навыке таковой метод контроля разрешает уловить просвет от 0,003 до 0,005 мм (3 - 5 мкм).
При проверке методом следа рабочим ребром линейки выполняют по чистой контролируемой поверхности. В случае если поверхность прямолинейна, на ней останется целой след; в случае если нет, то след будет прерывистым (пятнами).
Поверочные линейки с широкой рабочей поверхностью изготовляют четырех типов (сечений): прямоугольные ШП, двутавровые ШД, мостики ШМ, угловые трехгранные УТ.
В зависимости от допустимых отклонений от прямолинейности поверочные линейки типов ШП, ШД и ШМ дробят на три класса: 0,1 и 2-й, а линейки типа УТ - на 2 класса: 1-й и 2-й. Линейки 0-го и 1-го классов используют для контрольных работ высокой точности, а линейки 2-го класса - для монтажных работ средней тосности.
Рис. 1. Линейки лекальные поверочные: а - ЛД с двусторонним скосом, б - J1T трехгранйые, в - ЛЧ четырехгранные
Рис. 2. Проверка лекальной линейкой по методу световой щели на просвет: а - положение глаза, б - установка линейки, 1 - линейка, 2 - плита
Рис. 3. Линейки с широкой рабочей поверхностью: а - прямоугольные ШП, б - двутавровые ШД, в - мостик ШМ, г - угловая трехгранная (клинья) УТ
Рис. 4. Проверка прямолинейности линейками: а - ШД, б - с мостиком ШМ посредством полос папиросной бумаги
Проверка плоскостности и прямолинейности этими линейками производится по линейным отклонениям и по краске (метод пятен). При измерении линейных отклонений от прямолинейности линейку укладывают на контролируемую поверхность либо на две мерные плитки однообразного размера.
Просветы между контролируемой поверхностью и линейкой измеряют щупом.
Правильные результаты дает использование полос папиросной бумаги, каковые с определенными промежутками укладывают под линейку. Вытягивая полосу из-под линейки, по силе прижатия каждой из них делают выводы о величине отклонения от прямолинейности.
При проверке на краску рабочую поверхность линейки покрывают узким слоем краски (сажа, сурик), после этого линейку накладывают на контролируемую поверхность и медлено без нажима перемещают по контролируемой поверхности. Затем линейку с опаской снимают и по размещению, количеству, величине пятен на поверхности делают выводы о прямолинейности поверхности.
При хорошей плоскостности пятна краски находятся равномерно по всей поверхности. Чем больше количество пятен на контролируемой поверхности квадрата 25х 25 мм, тем выше плоскостность.
Трехгранные поверочные линейки изготовляют с углами 45, 55 и 60°.
Поверочные плиты используют в основном для проверки широких поверхностей методом на краску, и применяют в качестве запасных приспособлений при разных контрольных работах в цеховых условиях. Плиты делают из серого мелкозернистого чугуна.
Проверку прямолинейности и плоскостности выполняют в основном линейками и поверочными плитами .
Проверка линейкой осуществляется сравнением поверяемой поверхности с образцовой методом «на просвет», а проверка с помощью плиты - методом «на краску» и определением величины зазора щупом. Достигаемая точность измерений - до 0,01 мм.
Линейки поверочные. ГОСТ 8026-75 предусматривает выпуск инструментальными заводами поверочных линеек семи типов (табл. 55).
Материалом для изготовления линеек ЛД, ЛТ и ЛЧ служит сталь марки X, HRC 58-61 (ГОСТ 5.1450-72); ШП, ШД - сталь У7, 50 или 60, HRC 50-53; ШМ, УТ -серый чугун СЧ 18-36 или ВЧ 45-5, НВ 170-229.
Отклонение углов между рабочими поверхностями линеек УТ не должно превышать ±5" у линеек 1-го класса и ±10" - у линеек 2-го класса.
У линеек ШМ и УТ рабочие поверхности должны быть шаброваны . Проверка их осуществляется на поверочной плите методом «на краску» с числом пятен в квадрате 25×25 мм не менее 30 для линеек класса 0; 25 - для линеек класса 1; 20 - для линеек класса 2.
Плиты поверочные и разметочные (технические требования по ГОСТ 10905-75). Стандартом предусмотрены плиты чугунные размером до 4000×1600 мм, изготовленные с шаброванной и нешаброванной рабочей поверхностью классов точности - 0, 1, 2 и 3.
55. Основные размеры и классы точности линеек поверочных
Плиты классов 2 и 3 относят обычно к категории разметочных, рабочие поверхности этих плит могут быть разделены на прямоугольники продольными и поперечными неглубокими канавками.
Материалом плит служит серый чугун марки не ниже СЧ 18-36, НВ 170-230.
В табл. 56 приведены данные о размерах плит и требования к их точности.
У плит, предназначенных для работы по методу «на краску», рабочие поверхности должны быть шаброваны с числом пятен в квадрате 25X25 мм не менее 30 для плит класса 0; 25 - для плит класса 1; 20 - для плит класса 2.
56. Размеры и классы точности плит поверочных и разметочных


Плиты всех размеров и классов точности после отливки и механической обработки подвергают старению.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
Методы измерения отклонений формы
ГОСТ 26877-91
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.07.92
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов. Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3. Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж. 2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования. 3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению D между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности. Измерения проводят одним из способов: 1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);

2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);

3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);

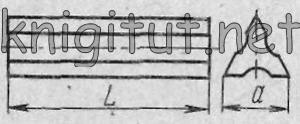
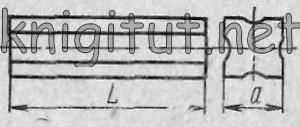
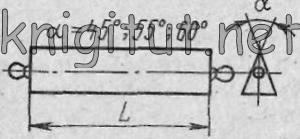
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции. Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину. Длина волны выражается в миллиметрах. При необходимости определяют длину волны (L) измерением расстояния между точками прилегания поверхности к металлопродукции с помощью измерительной стальной линейки (черт. 1). 3.3. Скручивание измеряют в любой плоскости на нормируемом расстоянии L от базового поперечного сечения. Металлопродукцию укладывают так, чтобы одна из ее сторон в базовом поперечном сечении соприкасалась с плоской поверхностью. 1) измеряют значение отставания D поперечного сечения от плоской поверхности с помощью измерительной линейки или щупа (черт. 5 и 6);

Черт. 5 Черт. 6 2) измеряют значение отставания D поперечного сечения металлопродукции от прилегающей плоскости с помощью угольника, лежащего одной стороной на плоской поверхности, и измерительной линейки или щупом (черт. 7). Угол скручивания a поперечного сечения металлопродукции относительно базового поперечного сечения может быть измерен также угломером.

Скручивание выражается в миллиметрах или градусах на нормируемую длину. 3.4. Разнотолщинность определяется как разность наибольшего S 1 и наименьшего S 2 значения толщины металлопродукции или ее элементов на заданном расстоянии от кромок (черт. 8 и 9).
|
|
|



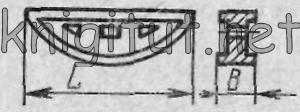
Выпуклость и вогнутость измеряют с помощью угольника и измерительной линейки или щупом и выражают в миллиметрах. 3.6. Кривизна (серповидность) определяется наибольшим расстоянием между поверхностью металлопродукции и приложенной линейкой или натянутой струной (черт. 11).

Кривизну и серповидность измеряют линейкой или щупом и выражают в миллиметрах на нормируемую длину. 3.7. Овальность определяется как половина разности наибольшего d 1 и наименьшего d 2 диаметров в одном поперечном сечении (черт. 12).Измерения проводят микрометром или штангенциркулем и выражают в миллиметрах.
|
|

(Поправка. ИУС 5-2005 г.) 3.8. Отклонение от угла определяется разностью реального угла a 1 и заданного a 2 (черт. 13 и 14). Отклонение от угла измеряют угломером или измерительной линейкой и выражают в миллиметрах или градусах.


3.9. Косина реза определяется наибольшим расстоянием от плоскости торца металлопродукции до плоскости, перпендикулярной продольным плоскостям металлопродукции и проходящей через крайнюю точку кромки торца или углом a между ними (черт. 15).

Допускается косину реза плоской металлопродукции (листов, полос и слябов) определять как разность диагоналей при условии, что металлопродукция с одного торца имеет прямой угол (черт. 16).Косину реза измеряют измерительной линейкой и угольником или угломером и выражают в миллиметрах или градусах.

3.10. Отклонение от симметричности определяется разностью расстояний противоположных крайних точек, лежащих на поверхности металлопродукции, от оси симметрии (черт. 17). Отклонение от симметричности измеряют измерительной линейкой с помощью угольника.

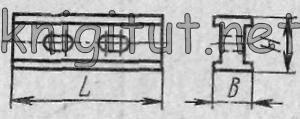
3.11. Притупление углов измеряют как расстояние от вершины угла, образуемого линиями пересечения смежных граней, до границ притупления. Методика контроля притупления углов квадрата и шестигранника приведена в приложении 4. 3.12. Телескопичность контролируют с помощью измерительной линейки по схеме, представленной на черт. 18.

В - ширина полосы; Т - телескопичность
ПРИЛОЖЕНИЕ
1
Обязательное
ТЕРМИНЫ И ПОЯСНЕНИЯ ОТКЛОНЕНИЙ ФОРМЫ МЕТАЛЛОПРОДУКЦИИ
Таблица 1
|
Пояснение |
||
|
Отклонения от плоскостности |
||
| 1. Выпуклость | Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости уменьшается от краев к середине |
|
| 2. Вогнутость | Отклонение от плоскостности, при котором удаление точек поверхности поперечного сечения металлопродукции от прилегающей горизонтальной или вертикальной плоскости увеличивается от краев к середине |
|
| 3. Волнистость | Отклонение от плоскостности, при котором поверхность металлопродукции или ее отдельные части имеют вид чередующихся выпуклостей и вогнутостей, не предусмотренных формой проката |
|
| 4. Коробоватость | Разновидность волнистости в виде местной выпуклости или вогнутости |
|
| 5. Скручивание | Отклонение формы, характеризующееся поворотом поперечного сечения относительно продольной оси металлопродукции |
|
|
Отклонения от прямолинейности |
||
| 6. Кривизна | Отклонение от прямолинейности, при котором не все точки, лежащие на геометрической оси металлопродукции, одинаково удалены от горизонтальной или вертикальной плоскости |
|
| 7. Серповидность | Отклонение формы, при котором кромки листа или полосы в горизонтальной плоскости имеют форму дуги |
|
|
Отклонения формы поперечного сечения проката |
||
| 8. Овальность | Отклонение формы, при котором поперечное сечение круглого проката представляет собой овалообразную форму | |
| 9. Разнотолщинность | Отклонение формы, характеризующееся неравномерностью толщины металлопродукции или ее элементов по ширине или длине |
|
| 10. Прогиб | Отклонение от прямолинейности поперечного сечения металлопроката или его элементов |
|
| 11. Отклонение от угла | Отклонение формы, характеризующееся отклонением угла от заданного. Примечание. Частным видом является отклонение от прямого угла, которое наиболее часто нормируется | |
| 12. Притупление углов | Отклонение формы металлопроката, характеризующееся незаполнением металлом вершин углов при прокате в калибрах валков | |
| 13. Отклонение от симметричности | Отклонение формы поперечного сечения проката, при котором одноименные точки поверхности металлопродукции, лежащие в плоскости, перпендикулярной к оси симметрии, неодиваково удалены от нее | |
|
Отклонение от перпендикулярности |
||
| 14. Косина реза | Отклонение от перпендикулярности, при котором плоскость реза образует с продольными плоскостями металлопродукции угол, отличный от 90° |
|
Отклонения формы листа и ленты |
| 15. Подгиб | Отклонение формы в виде загибов торца, кромки или угла листа и ленты | |
| 16. Неровный торец | Отклонение формы торца, характеризующееся неодинаковым удалением точек его поверхности от прилегающей вертикальной плоскости |
|
|
Отклонения формы рулона |
||
| 17. Рулон со складкой | Отклонение формы рулона, в котором на отдельных участках витков полосы образовались складки | |
| 18. Смятый рулон | Отклонение от круглой формы поперечного сечения рулона | |
| 19. Распущенный рулон | Отклонение формы рулона в виде неплотно сметанной полосы | 20. Телескопичность | Отклонение формы рулона в виде выступов витков на средней или внутренней части рулона |










ПРИЛОЖЕНИЕ
2
Обязательное
ПЕРЕЧЕНЬ СТАНДАРТИЗОВАННЫХ СРЕДСТВ ИЗМЕРЕНИЙ
Таблица 2
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Класс точности, погрешность средств измерений |
Средства измерения |
Отклонения от плоскостности, прямолинейности, симметричности, формы поперечного сечения, разнотолщинность, телескопичность рулонов | Линейка измерительная по ГОСТ 427 |
На общую длину |
Рулетка измерительная металлическая типа РЗ по ГОСТ 7502 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ- II по ГОСТ 166 |
Класс точности 1; 2 |
Штангенциркуль типа ШЦ-II по ГОСТ 166 |
Класс точности 1 |
Штангенциркуль типа ШЦ-III по ГОСТ 166 | Штангенрейсмус по ГОСТ 164 | Штангенглубиномер по ГОСТ 162 |
Класс точности 1 |
Микрометр типа МК ГОСТ 6507 |
Класс точности 2 |
Микрометр типа МЛ (листовой) ГОСТ 6507 |
Класс точности 1; 2 |
Микрометр типа МТ (трубный) ГОСТ 6507 |
160 ´160 2500 ´1600 |
Класс точности 1; 2; 3 |
Поверочные плиты ГОСТ 10905 |
Класс точности 1; 2 |
Линейка поверочная типа ЛД, ЛТ, ШП ГОСТ 8026 |
Класс точности 1; 2 |
Щупы ТУ 2-034-225-87 |
Класс точности 0; 1 |
Индикаторы часового типа ГОСТ 577 | Отклонение от угла, косина реза | Класс точности 1 | Угольники поверочные ГОСТ 3749 |
Класс точности 1; 2 |
Угольники слесарные типа VIII ГОСТ 3749 |
2°; ±5°; ±15° |
Угломеры с нониусом типа УН и УВ (наружные и внутренние) ГОСТ 5378 | Отклонение от круглости и разнотолщинность |
Наружный диаметр 100; 160; 250; 400 |
Кругломер модели 290 |
Внутренний диаметр 3 |
Микрометр типа МК ГОСТ 6507 |
Нониус 0,1 |
Штангенциркуль ШЦ-II по ГОСТ 166 |
Цена деления 0,1 |
Толщиномеры и стекломеры индикаторные типа ТР 25-60 С-50 ГОСТ 11358 | Микроскоп инструментальный, универсальный типа БМИ |
Нестандартизованные автоматические средства измерения (НСИ) отклонений формы
Таблица 3
|
Контролируемый параметр |
Единица измерения |
Диапазон измерений |
Погрешность измерения |
Дискретность контроля по длине проката |
|
| Отклонение от круглости | % от диаметра | 0-2 % | По ГОСТ 8.051 | Шаг поступательно-вращательного движения от 0,1 до 3 м |
Телевизионный автоматический
измеритель размеров типа
ТАИР-2-6 или Другие оптоэлектронные измерители |
Отклонение от симметричности фасонных профилей | % от ширины | 0-2 % | То же | От 0,1 до 3м |
МЕТОДИКА КОНТРОЛЯ ПРИТУПЛЕНИЯ УГЛОВ ПРОКАТА
Контроль притупления внешних углов квадрата со стороной до 50 мм и шестигранника проводят шаблонами, выполненными в соответствии с черт, 19 и черт, 21. Шаблон с прорезями, имитирующими границы притупления, прикладывают на угол соответствующего профиля. Ширина прорези шаблона (с) квадрата определяется из расчета или . Результаты расчета приведены в табл. 4.Таблица 4
|
Сторона квадрата, а |
||||||
|
Притупление углов, b |
||||||
|
Ширина прорези, с |
Глубина прорези, d |


Контроль притупления D осуществляют по нониусу штангенциркуля, измеренное значение которого не должно превышать допускаемого значения притупления, вычисленного по формуле D =0,15а ´ cos 45°=0,15 a ´ 0,7=0,105 a . При этом границы притупления, определяемого по шкале угольника, не должны превышать значений притупления, установленных стандартом.


Допускаемое значение притупления углов квадрата со стороной свыше 58 мм приведено в табл. 5.
Таблица 5
Ширина прорези шаблона (С) шестигранного проката определяется согласно расчету C =2 b sin 60°, мм. Результаты расчета приведены в табл. 6.Таблица 6
где b - значение притупления углов шестигранника по ГОСТ 2879. Притупление контролируют путем прикладывания шаблона к шестиграннику (черт. 22).ИНФОРМАЦИОННЫЕ ДАННЫЕ
1 РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР РАЗРАБОТЧИКИ С. И. Рудюк, канд. техн. наук; Ю. В. Филонов, канд. техн. наук; В. Ф. Коваленко, канд. техн. наук; В. А. Ена, канд. техн. наук; Г. П. Мастепанова (руководитель работы); В. А. Гудыря2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.04.91 № 591 3. ВЗАМЕН ГОСТ 26877-86 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ|
Номер приложения |
|
|
ГОСТ 8.051-81 |
|
|
ГОСТ 577-68 |
|
|
ГОСТ 2879-88 |
|
|
ГОСТ 3749-77 |
|
|
ГОСТ 5378-88 |
|
|
ГОСТ 6507-90 |
|
|
ГОСТ 7502-80 |
|
|
ГОСТ 8026-75 |
|
|
ГОСТ 10905-86 |
|
|
ГОСТ 11358-89 |
ТУ 2-034-225-87 |




